Top 10 Packaging Conveyors in China You Must Know?
In the rapidly evolving landscape of modern industries, packaging conveyors play a pivotal role in streamlining operations. These systems ensure efficiency in product handling, enabling smoother workflows in various sectors, from food to pharmaceuticals. Understanding the top packaging conveyors in China is essential for businesses seeking reliability and effectiveness.
China’s packaging conveyor market is diverse, featuring numerous options suited for different needs. The quality and technology of these conveyors can vary significantly among manufacturers. Businesses must carefully evaluate their choices to find reliable solutions that enhance productivity.
This exploration of the top packaging conveyors in China highlights essential factors like durability, efficiency, and innovation. Investing in the right conveyor system can lead to improved operational performance. However, selecting the best ones is often challenging, as each has unique strengths. Taking the time to analyze each option is crucial for long-term success.

Overview of Packaging Conveyors in China
Packaging conveyors play a crucial role in the manufacturing and distribution sector in China. These systems streamline the movement of goods, enhancing efficiency. Their designs can vary significantly, accommodating various products and production lines. It's essential to understand these differences when selecting the right conveyor system.
Many packaging conveyors are tailored to specific industries. For instance, food packaging lines require conveyors that adhere to strict hygiene standards. On the other hand, electronics manufacturers may need conveyors with precision features. This diversity can be overwhelming, and some businesses struggle to choose the best fit for their operations. Ensuring compatibility with existing systems is vital.
Automation is another key trend in packaging conveyors. However, implementing automated systems can pose challenges. Employee training is crucial to maximize efficiency. Not every company manages this transition seamlessly. Regular maintenance of conveyor systems is also often overlooked, leading to breakdowns and potential production halts. Understanding the importance of these factors can help improve overall operational effectiveness.
Key Features to Consider When Choosing Packaging Conveyors
When selecting packaging conveyors, specific features significantly influence their effectiveness. The first consideration is the conveyor belt material. A durable material enhances longevity and performance. Rubber and PVC are common choices due to their robustness and resistance to wear.
In addition, the conveyor system should support diverse packaging sizes. This flexibility allows for smooth operation in various production environments. A recent industry report revealed that 70% of companies prioritize adaptability in their machinery to boost operational efficiency. Load capacity is equally crucial; conveyor systems must handle the weight of the packaged goods without compromising performance.
Another vital feature is the ease of maintenance. Conveyor systems require regular upkeep to prevent downtime. Data shows that well-maintained conveyors reduce unexpected breakdowns by 40%. This proactive approach can lead to significant cost savings over time. In a competitive market, these considerations can distinguish a successful packaging operation from its peers, highlighting the importance of making informed choices.
Top 10 Packaging Conveyors in China
The following chart illustrates the average load capacity (in kg) of different types of packaging conveyors widely used in China. This data helps in understanding their efficiency in handling various packaging tasks.
Top 10 Packaging Conveyor Brands in China
When exploring the packaging conveyor landscape in China, several brands stand out. These brands have established themselves through innovative designs and reliability. Each brand offers unique features tailored to various industrial needs. Understanding their distinctiveness can help businesses select the right conveyor for their operations.
The top brands are known for their commitment to quality and sustainability. Many manufacturers prioritize environmentally friendly materials and energy-efficient designs. These aspects not only cater to growing environmental concerns but also enhance operational efficiency. However, it's crucial to assess not just the performance but also the availability of after-sales support. Users often encounter challenges with maintenance and service, reflecting the need for reliable customer support.
While Chinese manufacturers excel in technology, they face fierce competition globally. This pushes them to continuously innovate. However, not all brands maintain consistent quality. Some might overpromise while underdelivering. Thus, conducting thorough research and reading user reviews can provide more insight. It is essential to balance between cost and quality when selecting a packaging conveyor. Choices should not be made lightly, as they can significantly impact productivity.
Top 10 Packaging Conveyors in China You Must Know
| Rank |
Type of Conveyor |
Load Capacity (kg) |
Speed (m/min) |
Material |
Application Area |
| 1 |
Belt Conveyor |
150 |
30 |
Rubber |
Food Industry |
| 2 |
Roller Conveyor |
200 |
25 |
Steel |
Warehouse |
| 3 |
Chain Conveyor |
300 |
20 |
Steel |
Automotive |
| 4 |
Bucket Elevator |
100 |
10 |
Plastic |
Grain Handling |
| 5 |
Overhead Conveyor |
250 |
15 |
Aluminum |
Manufacturing |
| 6 |
Modular Conveyor |
180 |
27 |
Plastic |
Electronics |
| 7 |
Pallete Conveyor |
500 |
12 |
Steel |
Logistics |
| 8 |
Screw Conveyor |
120 |
8 |
Steel |
Bulk Materials |
| 9 |
Wire Mesh Conveyor |
160 |
22 |
Wire mesh |
Food Processing |
| 10 |
Z Conveyor |
140 |
18 |
Plastic |
Pharmaceuticals |
Innovative Technologies in Chinese Packaging Conveyors
The realm of packaging conveyors in China has seen remarkable advancements. Innovative technologies are transforming how products move through production lines. For instance, the integration of smart sensors is gaining traction. These sensors enhance real-time monitoring, allowing for adjustments on the fly. Additionally, artificial intelligence is streamlining processes significantly. Data collected from operations can help identify bottlenecks and optimize efficiency.
Another noteworthy innovation is the use of modular designs in conveyor systems. This flexibility allows for easy adjustments based on varying production needs. Moreover, they facilitate maintenance, reducing downtime. However, the reliance on technology poses challenges. Not all operators are trained to handle these advanced systems. Human oversight remains crucial to prevent errors.
Sustainability is also becoming a focal point. Conveyor manufacturers are exploring eco-friendly materials. These recyclable components contribute to a greener production process. Yet, the transition can be slow, as costs may rise for businesses. Adapting to technology while ensuring sustainability requires thoughtful strategies. Balancing efficiency with environmental responsibility is still a work in progress.
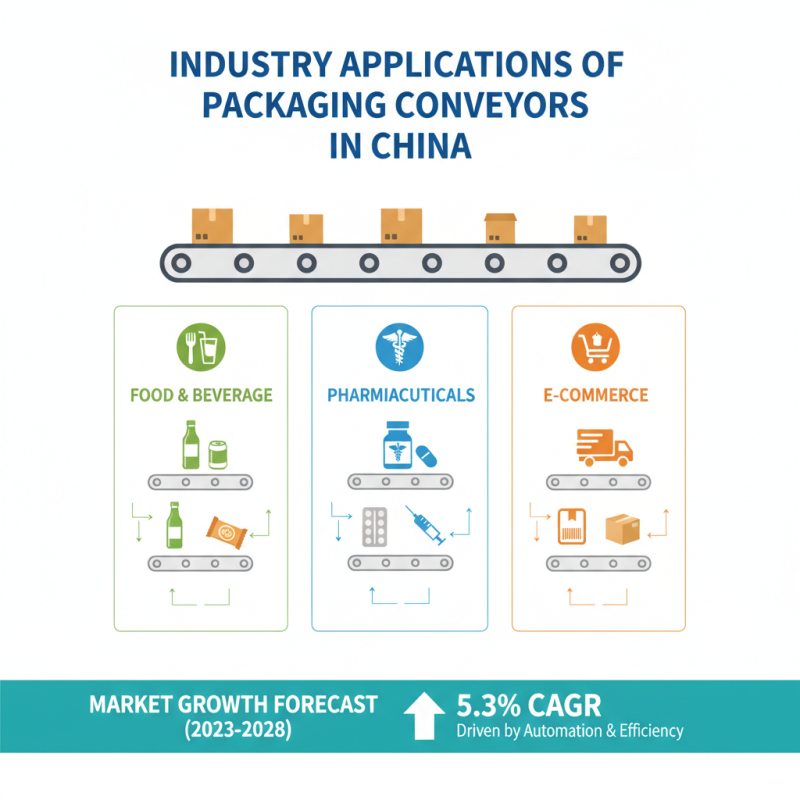
Industry Applications of Packaging Conveyors in China
Packaging conveyors play a crucial role in various industries across China. Their versatility is evident in sectors such as food and beverage, pharmaceuticals, and e-commerce. According to a recent market report, the packaging conveyor market in China is expected to grow at a CAGR of 5.3% from 2023 to 2028. This growth is fueled by the increasing demand for automation and efficient packaging systems.
In the food and beverage industry, packaging conveyors ensure smooth transitions from production to packaging. They help maintain the quality of perishable goods. In pharmaceuticals, strict hygiene standards mean that conveyors must be reliable and easily cleaned. The e-commerce sector also benefits significantly. Fast-paced operations demand efficient conveyors for sorting and packing.
**Tip:** Regular maintenance of conveyors can prevent costly downtimes. Ensure that you schedule routine checks to keep machines running smoothly.
Moreover, challenges like space constraints can hinder conveyor installations. Custom solutions are often necessary to fit specific layouts. It's essential to cultivate flexibility in these systems to adapt to changing demands.
**Tip:** Analyze your production workflow to identify bottlenecks. This can guide you in selecting the right conveyor systems.